Choosing between die casting vs CNC machining is less about which process is “better” and more about which one fits your volume, tolerances, material, lead time, and design stability.
In simple terms:
- Die casting requires expensive upfront tooling, but delivers very low cost per part at high volume.
- CNC machining needs little to no tooling, supports many material types, and excels at tight tolerances, but costs more per part as volume increases.
This guide compares the two processes in the ways that matter most—so you can select the best route for quality, speed, and total cost.
Die Casting vs CNC Machining: the core difference
How die casting works
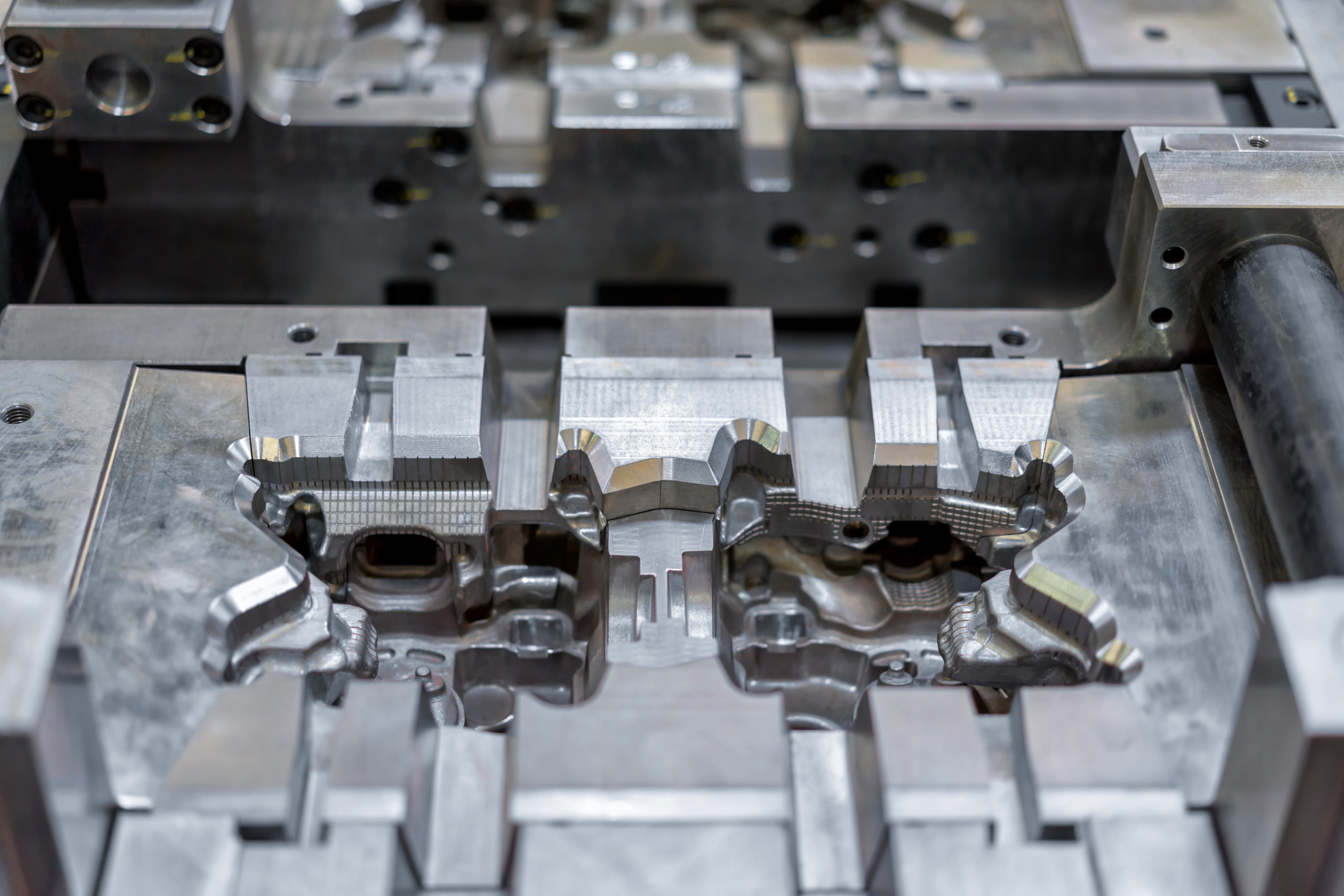
Die casting injects molten metal into a hardened steel die (mold) under high pressure. Once the die is made, production is fast—parts are formed in seconds and can be produced in large quantities with consistent external geometry.
Useful references:
- NADCA / DieCastingDesign.org (process + design overview): https://www.diecastingdesign.org/introduction/
- NADCA (die casting FAQ): https://www.diecasting.org/Web/Die_Casting/FAQ/Web/About/FAQ.aspx
Typical die cast materials include aluminum, zinc, and magnesium alloys.
How CNC machining works
CNC machining starts from solid stock (billet, bar, plate, or forged blanks) and removes material using cutting tools until the final shape is achieved. It’s a flexible method that supports quick iterations, precise datums, and a wide range of part geometries.
Useful reference:
- Thomasnet (CNC machining overview): https://www.thomasnet.com/articles/custom-manufacturing-fabricating/understanding-cnc-machining/
What “best” means: volume, geometry, and total cost
Many decisions go wrong by comparing only piece price. A better comparison includes:
- Tooling or fixture cost
- Piece price and expected scrap
- Secondary operations (tapping, inserts, finishing)
- Inspection requirements
- Lead time and design changes over the product life
When die casting is the better choice
High volumes and low cost per part
Die casting usually wins when:
- the design is stable, and
- you need hundreds to thousands+ of units (often much more).
Once the die is built, cycle times are short and labor per part is low—driving down unit cost.
Helpful reference (volume/economics context):
- Xometry community FAQ on die casting: https://community.xometry.com/kb/articles/760-die-casting-frequently-asked-questions
Thin walls and complex shapes
Die casting can create shapes that would be expensive to machine, such as:
- thin walls
- ribs and gussets
- complex external styling
- integrated bosses and standoffs
- features that would require many CNC setups
Consistent cosmetics and repeatability
For visible housings and consumer-facing parts, die casting can provide strong repeatability and consistent external surfaces. With a planned finishing process (blast, paint, powder coat, plating), cosmetic outcomes can be very uniform.
When CNC machining is the better choice
Prototypes and low volumes
CNC machining is the go-to for:
- prototypes
- pilot builds
- early production
- any design that may change
You avoid the risk of sinking cost into tooling before the design is locked.
Tight tolerances and true datums
Machining is typically the best choice when you need:
- precision bores
- flatness/parallelism on sealing surfaces
- tight hole-to-hole position across faces
- high thread quality and repeatability
Casting can be accurate, but it’s affected by process variation, shrink behavior, and tool wear—so ultra-tight relationships often benefit from machining.
Material flexibility beyond cast alloys
CNC machining supports a wider range of materials and conditions (including steels, titanium, copper alloys, and many engineered plastics). Die casting is typically limited to alloys well-suited to the process (commonly aluminum, zinc, and magnesium).
Tolerances, surface finish, and quality risks
What tolerances to expect
- CNC machining is generally preferred for the tightest tolerances and strongest geometric control.
- Die casting offers good repeatability, but tighter tolerances can increase tooling complexity, process control requirements, and scrap risk.
A common best practice: cast for shape, machine for precision.
Porosity, shrink, and sealing surfaces
Die cast parts can contain porosity (gas or shrink-related). This matters if you need:
- pressure-tight fluid sealing
- vacuum integrity
- reliable plating or cosmetic finishing
- leak-free internal passages
Helpful technical reference (porosity considerations):
- ASM International (Engineering Die Castings): https://dl.asminternational.org/technical-books/monograph/116/chapter/2204345/Engineering-Die-Castings
Sealing surfaces and bearing bores are often post-machined to ensure performance.
Cosmetic requirements and secondary finishing
Both processes often involve finishing:
- Die casting may require trimming/deflashing and surface prep (blast/tumble) before coating.
- CNC machining may show tool marks unless you specify a finish such as bead blast, polish, anodize, or coating.
If cosmetics are critical, define:
- which surfaces are “A-surfaces”
- allowable witness marks
- final finish requirements
Cost and lead time comparison
Tooling cost vs piece price
- Die casting: high tooling cost (die + inserts + maintenance) but low unit cost at volume
- CNC machining: low upfront cost (programming + fixtures) but higher unit cost driven by cycle time and setups
Break-even logic and decision pattern
In most real-world projects:
- Low volume / changing design → CNC machining wins
- High volume / stable design → die casting wins
Break-even depends on size, geometry, alloy, tolerance demands, and finishing—but the pattern stays consistent.
Additional manufacturing economics context:
- Xometry resource on manufacturing custom metal parts: https://www.xometry.com/resources/machining/custom-metal-parts-manufacturing/
Change management and iteration speed
CNC machining handles design revisions cheaply (mostly programming changes). Die casting changes can require:
- insert modifications
- die rework
- new validation and requalification
If you expect engineering changes, machining reduces risk.
Best of both: die cast plus CNC machining
A common high-performance strategy is combining both processes:
- Die cast the near-net shape (ribs, bosses, outer form)
- CNC machine critical features, such as:
- bearing bores
- gasket faces
- threads
- datum pads
- precision slots and sealing features
This hybrid approach often provides the best balance of:
- low unit cost at volume
- precise function-critical geometry
- manageable quality risk
How to design castings for easier machining
To reduce post-machining cost and improve consistency:
- add machining allowance where precision is required
- include stable datum pads for fixturing
- avoid relying on as-cast surfaces for sealing
- keep critical features accessible to standard tools
Design tips to get better quotes and better parts
DFM tips for die casting
- keep wall thickness consistent where possible
- use fillets/radii to improve flow and reduce stress
- include draft angles for ejection
- plan parting line, gates, vents, and ejector pin marks early
- use ribs for stiffness instead of thick walls
Helpful DFM reference:
- Xometry die casting tips: https://www.xometry.com/resources/industry-design-tips/die-casting-tips/
DFM tips for CNC machining
- avoid deep narrow pockets (tool reach increases cost)
- use standard drill sizes and thread callouts
- apply tight tolerances only to critical features
- define datums and inspection requirements clearly
- design for fewer setups and better tool access
What to include in your RFQ
- STEP file + drawing with datums and tolerances
- material spec and finish requirements
- quantity range (prototype, pilot, annual volume)
- cosmetic definitions (A-surfaces)
- functional requirements (pressure tight, sealing, electrical bonding, etc.)
Quick decision checklist
Choose die casting if:
- you need high volume and stable design
- the part benefits from ribs, thin walls, and complex shapes
- lowest unit cost is the priority
- consistent cosmetics matter
Choose CNC machining if:
- you need prototypes or low volumes
- the design may change
- you require tight tolerances and strong datum control
- you need materials beyond castable alloys
Choose die casting + CNC machining if:
- you want low unit cost and precision where it matters
- the part has sealing faces, bearing bores, or critical positional relationships
FAQs
Is die casting cheaper than CNC machining?
At high volume, die casting is often cheaper per part because cycle times are fast and labor is low. At low volume, CNC machining is usually cheaper because you avoid expensive tooling.
Reference: https://community.xometry.com/kb/articles/760-die-casting-frequently-asked-questions
Can die cast parts hold tight tolerances?
Die casting can be consistent, but the tightest functional tolerances are usually achieved by machining critical surfaces after casting—especially when porosity or sealing surfaces are a concern.
Reference: https://dl.asminternational.org/technical-books/monograph/116/chapter/2204345/Engineering-Die-Castings
What’s faster: die casting or CNC machining?
For prototypes and early builds, CNC is typically faster. For stable designs at volume, die casting produces parts very quickly once tooling is complete.
Key takeaways
- Die casting wins for stable, high-volume production with complex shapes and low unit cost.
- CNC machining wins for prototypes, changing designs, tight tolerances, and broad material options.
- The best solution is often die cast for shape + machine for precision.